A wide range for all diameters, wall thicknesses and workpiece geometries
Polysoude provides modular welding heads and tools which easily adapt to various applications for tube and pipe welding and meet the increasing quality requirements for materials which are often difficult to weld. Only automated orbital welding guarantees welding with controlled and limited heat input in order to respect the material properties. Polysoude Smart Welding stations are able to produce high-quality welds at high production rates, under severe environmental conditions.
Smart Welding Station – Power sources

High performance equipment for various applications
A welding power source for orbital welding is composed of several integrated subunits, each with specific functions:
One or two Power Inverters to supply both the welding current and, in the case of TIG Hot Wire welding, the current to heat up the filler wire. Today, inverter sources are state of the art and POLYSOUDE’s unique high performance transistor power source PC-TR is cutting edge.
A programmable control unit, operated through an integrated micro- or PC-controller.
An integrated or external data acquisition system.
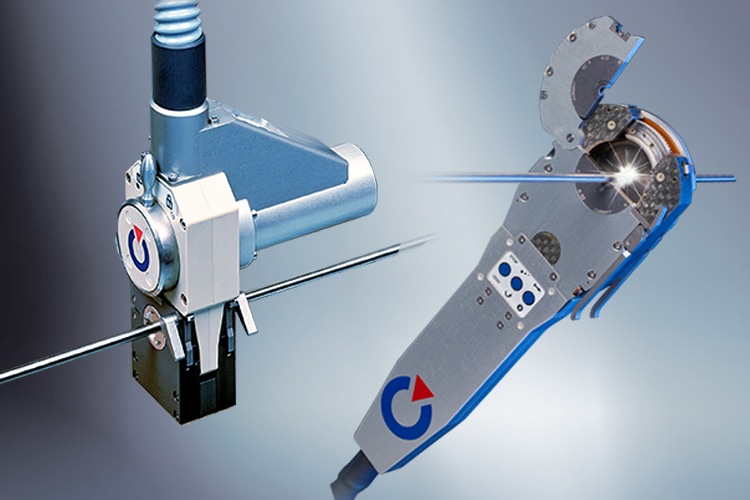
Precision welding in high purity industries
Closed chamber welding heads are specially designed for autogenous welding of tubes without filler wire. Different sizes are available, covering a range of diameters from 1.6 mm to 170 mm (ANSI 1/16″ to 4″). Excellent results can be achieved when welding austenitic stainless steel, metals susceptible to oxidation, such as titanium, or alloys such as Inconel. Depending on the application, clamping cassettes or TCIs (Tube Clamping Inserts) are used to fix the closed chamber head onto the tubes and fittings, to be welded.
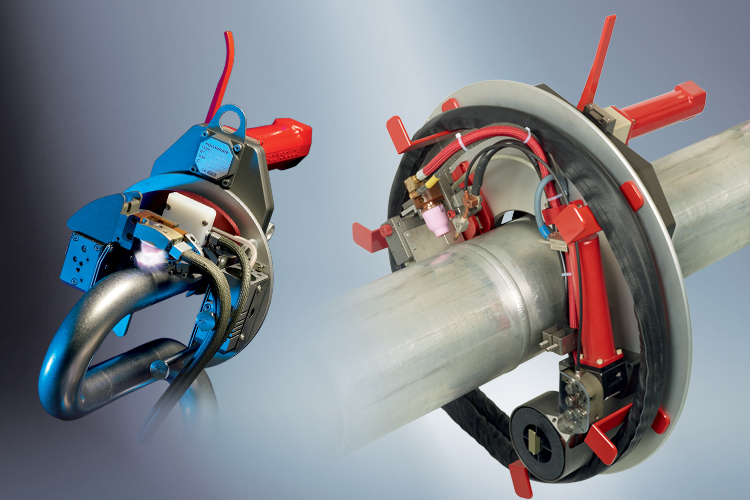
With or without filler wire, AVC and OSC
Open welding heads were conceived as a tool for orbital TIG welding with or without filler wire. The diameters of the tubes to be welded range from 8 mm up to 275 mm (ANSI 5/16″ to 11″). Open welding heads of the U-type are equipped with a TIG-torch with gas diffuser. Excellent gas protection is achieved in the zone around the torch, which is covered by the shielding gas streaming out of the gas lens. During the welding process, the arc and wire impact can be observed and controlled directly by the operator. The asymmetrical design of the open heads allows welding to be carried out at a very short distance to a wall or bend. The positioning of the welding torch can be carried out manually or by means of motorised slides: Arc Voltage Control (AVC) and torch oscillation (OSC).
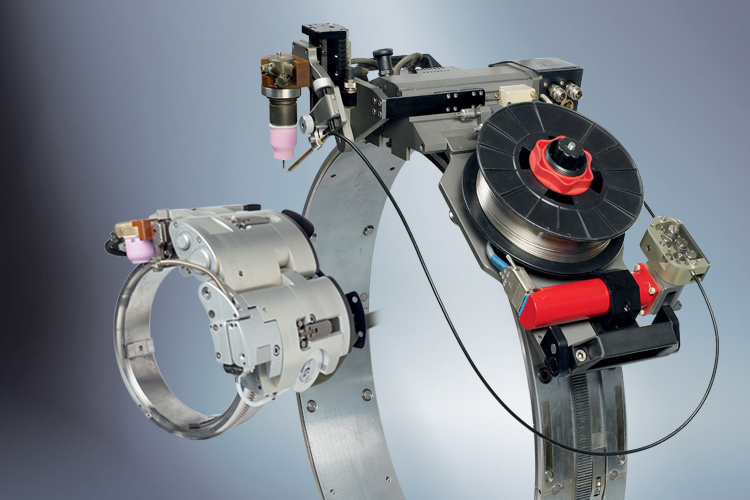
The most versatile torch carrier
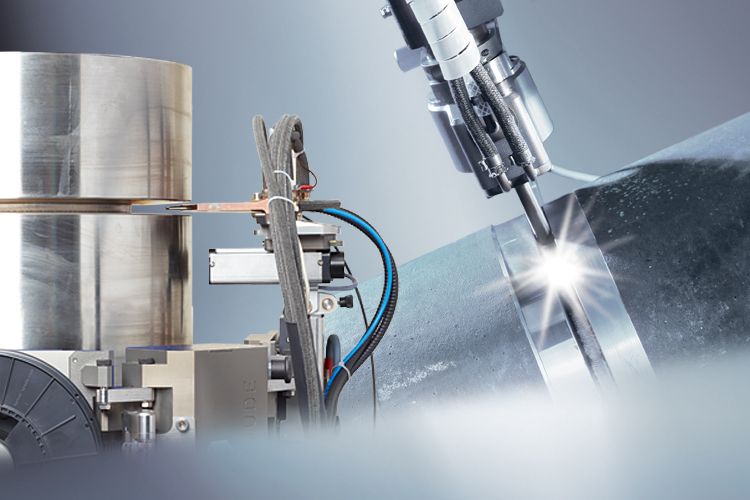
Open orbital welding heads of the carriage type travel around the tubes or pipes on suitable rails or tracks, which can be mounted on any tube OD from 32 mm (1,3″) upwards. The wall thickness of such tubes and pipes always requires multi-pass welding. The robust design of the carriage welding heads enables them to carry the necessary equipment, such as a torch with an AVC and oscillation device and on-board wire feeder with a spool weight of up to 5 kg. In addition, video cameras can be mounted, allowing the operator to watch and record the weld process. Depending on the application, these welding heads can be equipped with a conventional TIG torch with gas lens or with a Narrow Groove torch.

Full compatibility with any series of power sources and welding heads
Generally, a wire feeding device can either be mounted directly onto the orbital welding head, or used as an external wire feeder. The choice of the feeding device depends primarily on the conditions of use, the constraints of the application, the requested mobility of the equipment and sometimes on the availability of filler wire on suitable spools.
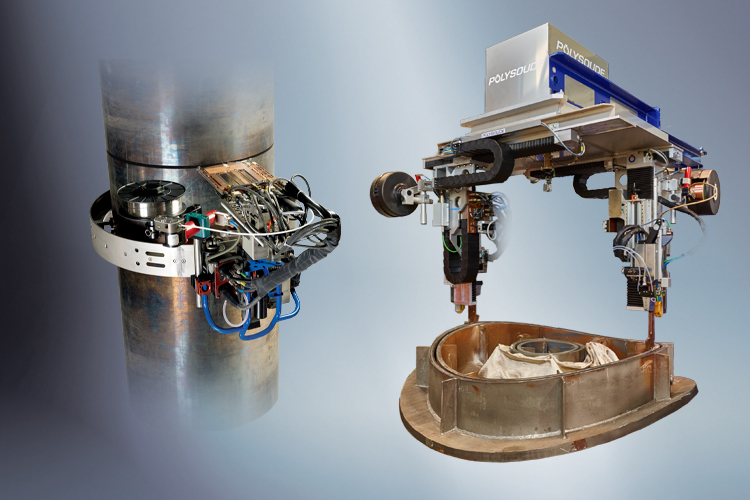
Proven solutions for unique applications
For specific applications not covered by our modular welding heads, in which the welding torch follows a circular welding seam on a fixed workpiece, POLYSOUDE has developed a range of generic tools, which are continually upgraded, in order to meet individual customer requirements.
Narrow Groove TIG welding – an essential process
POLYSOUDE has a comprehensive line of “Narrow Groove” welding torches for all wall thicknesses up to 300 mm and more.
Each torch has a range which enables it to be used from maximum wall thickness (maximum torch insertion depth into the groove) up to completion of surface capping runs.
Two essential approaches and their advantages shall be examined:
Application examples for orbital tube to tube and pipe welding Fusion welds of thin-walled tubes cover a wide range of applications, for example in the following fields: semiconductor industry, biochemistry, instrumentation, food and beverage, pharmaceutical industry, chemical/ sanitary industry, and aeronautics/aerospace. In most cases, the tubes are made of austenitic stainless steel, but nickel alloys as well as titanium and its alloys can also be found. The range covers diameters from 1.6 to 170 mm; with various wall thicknesses, but mostly between 0.2 and 3.2 mm. For several reasons, it may be necessary to apply filler metal in orbital welding procedures:
Tube-to-tube welding applications with the addition of filler wire are often required in power generation (power plant construction), oil & gas supply (pipeline welding) and chemical or petrochemical industries. A wide range of base materials are used:
Although tube dimensions vary greatly, the majority are within the range of:
