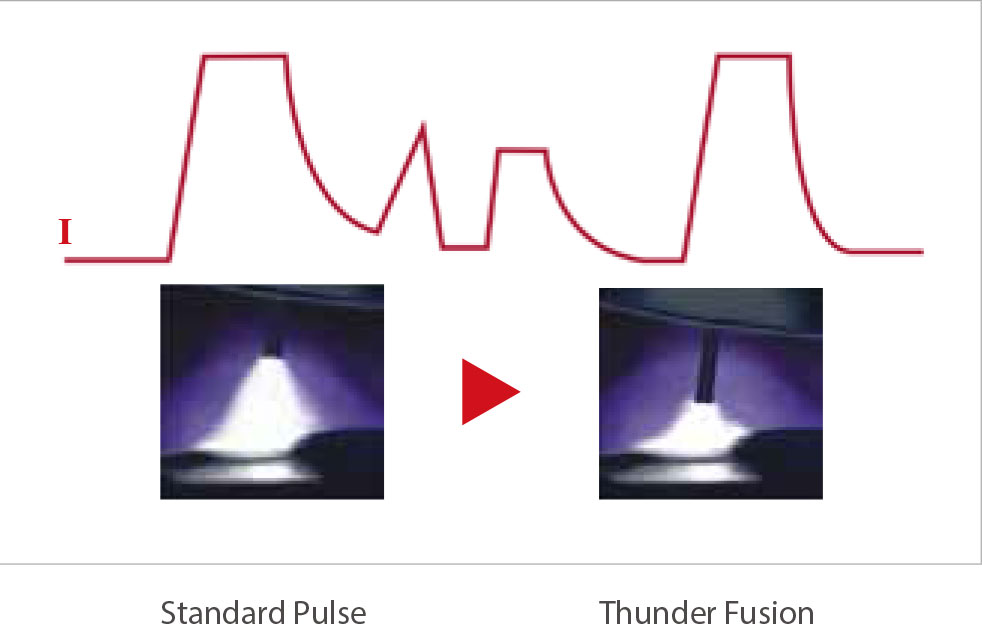
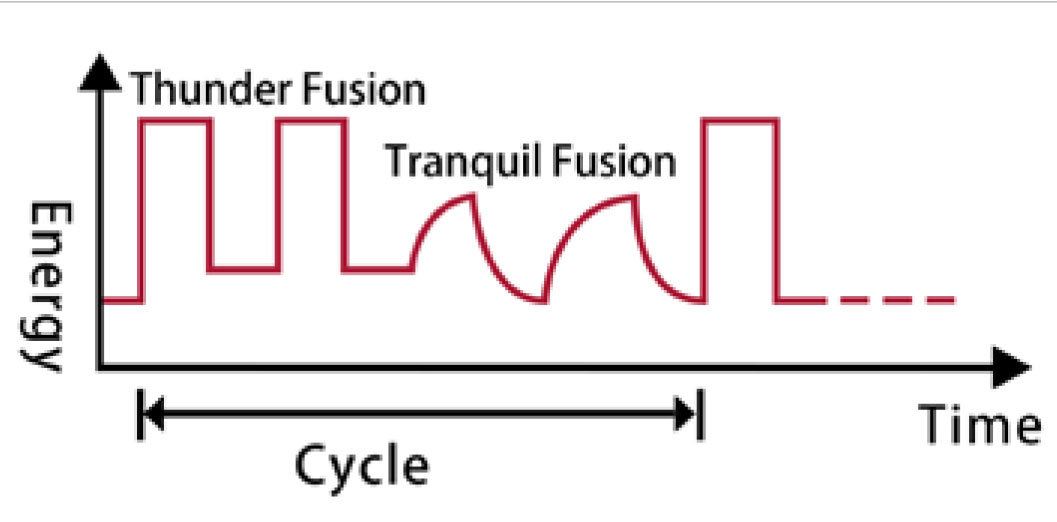
Using the patented monitoring and control technology in droplet formation, with the highly sensitive Tranquil Fusion module and the energy-releasing technology in the power source, MEGMEET achieved precise control of the droplet formation and transfer. At the transfer moment of each droplet, welding current is controlled to be a extremely low level. As a result, the droplet moves into the melton pool peacefully without spatter from explosion. The waveform also lowered the heat-input substantially.




Shot-circuit transfer was added into waveform of the standard pulse process. It is a superb combination of synergic and pulse welding process together with their advantages, and achieving better results with short welding arc.



Using short-circuit and pulse welding waveform together but at high-frequency and stable alternate switching. Welding arc periodically heats and cools the base material, and e ectively reduces heat-input. It is a welding method that combines shortcircuit and pulse transfer, which requires precise control of welding power source and waveform.


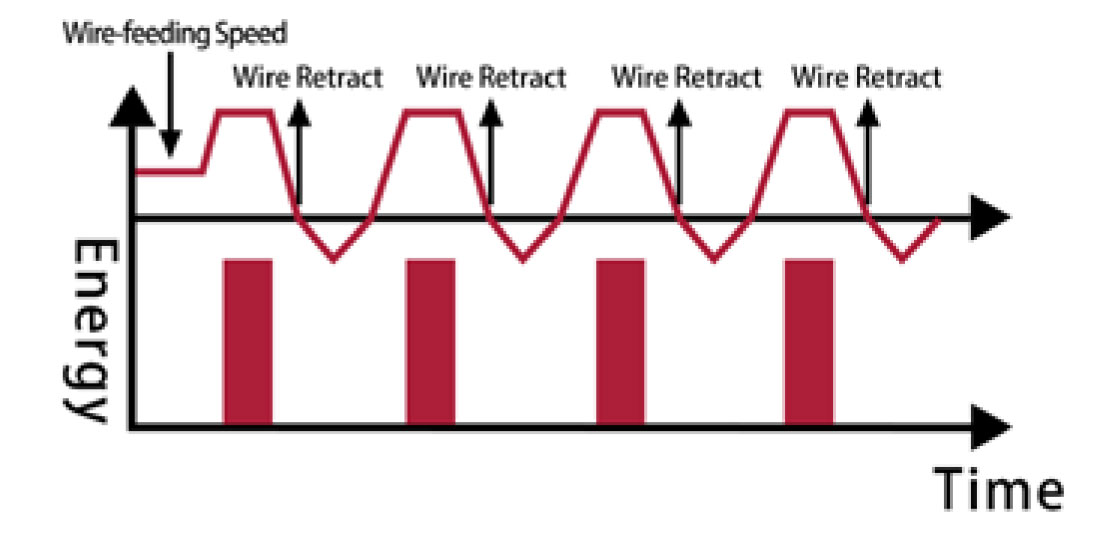
Perfectly integrating the welding process, arc physics, power source technology of high dynamic response and motor control technology. Each time a macroscopic molten pool is formed during the welding process, the welding wire is drawn back at high frequency while the current is sharply reduced to quickly complete a spot welding. The cycle repeats itself, which is more e cient than the traditional spot-welding
It benefits welders by ensuing fast access to the latest or any tailor-made welding process by MEGMEET. Welding process could be shared and down-loaded from online into a USB, and used thru the port for upgrading.
When the base material is uneven and the stick-out length changes, the power-source automatically adjust instantly the wire-feeding speed, and prevent the melting depth from being affected by the changing stick-out length. Welding quality is therefore improved.
